


Blog
Xendoll has 22 years of experience in the production of small machine tools. We will help you choose the suitable machine and share our experience in CNC machining with you.


▸High performance 2 axis Lathe CNC controller.| ▸8 inches color screen, interface can be made of parameter selection in both Chinese and English.| ▸The standard spec includes MPG hand wheel.| ▸Selection of high -quality casting materials, more compact, High strength guide way.| ▸Automatic 4 positions tool post.| ▸Controller auto stop work when door open.| ▸High quality 2 axis AC Servor Motor.| ▸USB and RS232 port, DNC function of USB.| ▸Control speed of G code.| ▸Best choice for DIY or Hobby user and Education & Training CNC.|

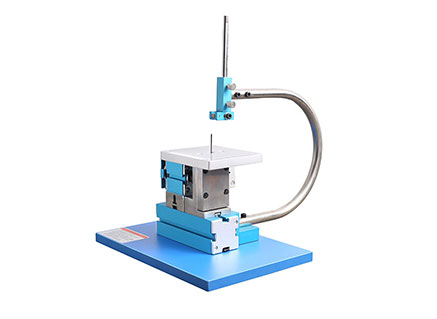
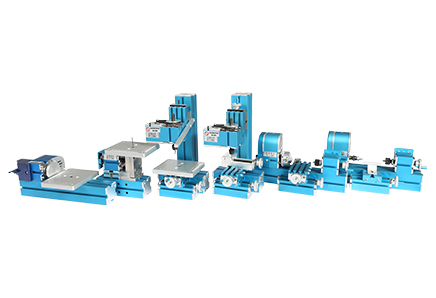
Metal Jigsaw | Metal woodturning Machine| Metal lathe Machine | Metal Milling Machine| Metal Drilling Machine| Metal Sanding Machine| Metal On-hand machine| Metal Drilling machine with dividing attachment



Xendoll has 22 years of experience in the production of small machine tools. We will help you choose the suitable machine and share our experience in CNC machining with you.
 Oct 08, 2025
Oct 08, 2025

 1599
1599
For mechanical distributors, educational institutions, and passionate machining hobbyists, the lathe is the heart of the workshop. It’s a symbol of creation and precision. This often leads to an ambitious question: can you push this versatile machine to its limits and create one of the most fundamental components in mechanics—a bearing? The short answer is yes, it is technically possible to create a functional bearing on a lathe. However, the real story lies in the "how," the severe limitations, and the practical purpose behind such a project. For professionals and educators, understanding this process is a masterclass in machining fundamentals, material science, and the stark difference between a prototype and a mass-produced, high-performance component.
Let's break down the process, the challenges, and the ideal scenarios for undertaking such a project.

Creating a basic bush-style or simple ball bearing on a lathe is a multi-stage process that demonstrates core machining skills. Here’s a generalized overview:
Material Selection: You cannot use just any metal. Soft metals like brass or bronze are excellent starting points for bushings due to their self-lubricating properties. For a ball bearing, you would need high-carbon steel (like 52100 bearing steel) to achieve the necessary hardness, but this introduces significant post-machining heat treatment challenges.
Turning the Outer and Inner Races: This is the primary lathe work.
Outer Race: A piece of round stock is mounted in the chuck. The outside diameter is turned to the desired size, and then the inside is carefully bored out to create the groove (raceway) where the balls will sit. This requires precise tool geometry and a very steady hand to achieve a smooth, concentric surface.
Inner Race: Similarly, a smaller piece of stock is turned down, and its outer surface is machined to create the inner raceway. The fit between the inner and outer race is critical for preventing excessive play or binding.
Creating the Balls: This is the most challenging part without specialized equipment. A DIY method involves:
Roughly cutting small cubes of hardened steel.
"Rounding" them by spinning them between two metal plates with abrasive paste.
For a truly precision fit, a dedicated ball lapping fixture is almost necessary to achieve perfect sphericity and consistent size. This immediately highlights a key limitation of using only a lathe.
Drilling Retainer Holes and Assembly: A retainer (or cage) is needed to keep the balls evenly spaced. This can be made from a thin sheet of brass or steel. Holes are drilled to accommodate the balls, and then the entire assembly—inner race, balls with retainer, and outer race—is carefully fitted together and packed with high-quality grease.
While the process is feasible, it is fraught with hurdles that explain why this isn't a standard practice outside of educational or emergency repair contexts.
Precision and Tolerances: Commercial bearings are manufactured to tolerances within microns. A lathe, especially a mini or hobbyist lathe, has inherent limitations in achieving this level of perfection. Any imperfection in the raceway or a deviation of just a few thousandths of an inch in ball size leads to rapid wear, vibration, and failure.
Heat Treatment: For any bearing meant to handle significant load or speed, the components must be hardened through heat treatment (quenching and tempering). Machining hardened steel requires grinding, not turning. This creates a "catch-22": you machine it soft, then harden it (risking warping), and then have no way to finish the hardened, distorted part on a standard lathe.
Material Consistency: The quality of steel used in commercial bearings is meticulously controlled for purity and grain structure. Off-the-shelf steel from a retailer lacks these guaranteed properties.
Time and Cost Efficiency: A skilled machinist might spend many hours making a single, sub-par bearing. In contrast, a high-quality, mass-produced bearing can be purchased for a few dollars. The economic incentive is simply not there for practical applications.
So, if it's so difficult and inefficient, why would anyone on xendolltools.com consider doing it? The value isn't in the final product, but in the process itself.
For Education: It is an unparalleled teaching tool for vocational schools and university engineering programs. It teaches geometry, tolerancing, material science, and the entire machining workflow from blueprint to assembly.
For the Hobbyist: For the machining enthusiast, it represents the ultimate challenge—a test of skill, patience, and understanding. Successfully creating a spinning bearing from raw metal is incredibly satisfying and demonstrates mastery over the machine.
For Prototyping and Custom Solutions: Occasionally, you might need a non-standard size or a specific material (like plastic or brass for a corrosive environment) that isn't commercially available. In these niche cases, the ability to machine a custom one-off bearing is invaluable.

In conclusion, can a bearing be made on a lathe? Absolutely. It is a demanding yet achievable project that pushes a machinist's skills to their limit. However, it is crucial to understand that the resulting component will almost always be inferior to a commercially manufactured bearing in terms of precision, durability, and load capacity. The exercise is not about creating a better bearing; it's about becoming a better machinist. For distributors and educators, promoting this kind of deep, hands-on learning is key to fostering the next generation of mechanical talent. And for that purpose, a reliable, precise lathe from Xendoll Tools is the perfect platform to turn ambitious ideas into tangible, educational reality.



 Show all our samples
Provide you with a free quote
Answer all the questions you may have
Guided installation and other options
Show all our samples
Provide you with a free quote
Answer all the questions you may have
Guided installation and other options